Chapter 4-2: Distribution Center Scale Calculation - Space Calculation[cite: 10]
Section 7: Shipping Operation Space[cite: 10]
This material explains the calculation logic for the "Shipping Operation Space" in a logistics center, as well as concepts for efficient operations (such as inspection-less operations).[cite: 10]
The shipping operation space is a crucial area where products retrieved from the storage space are sorted by destination, picked, inspected, and packed.[cite: 10] In its design, calculation accuracy is improved by clearly separating the different characteristics of case shipping and piece shipping.[cite: 10]
1. Calculation Approach for Case Shipping and Piece Shipping[cite: 10]
Because the operation methods are fundamentally different, the area is calculated using separate logic.[cite: 10]
- Case Shipping: Items are retrieved by item unit and sorted directly into roll cages assigned to each destination.[cite: 10]
- Piece Shipping: Items are picked from storage racks (flow racks and medium-duty racks) and transported to a dedicated inspection and packing area.[cite: 10]
2. Design of Storage Racks for Piece Shipping (Flow Racks/Medium-Duty Racks)[cite: 10]
The rack specifications are determined by the balance between the number of items and inventory days.[cite: 10]
- Adjustment of Inventory Items: Items not present in the shipping data (inventory-only items) are added to "Piece Shipping Rank D" to secure enough rack slots to cover all items.[cite: 10]
- Guidelines for Rack Inventory Days:[cite: 10]
- Flow Racks: 3 to 5 days' worth.[cite: 10]
- Medium-Duty Racks: 7 to 14 days' worth.[cite: 10]
- While reducing inventory days decreases the area, it increases replenishment frequency and complicates operations, requiring an appropriate balance.[cite: 10]
- Ingenuity in Volume Calculation: The substantial storable volume is calculated by subtracting material thickness, the loss on the first tier, and the fill rate from the effective dimensions of the rack.[cite: 10]
3. Calculation of Case Sorting and Roll Cages[cite: 10]
The required number of roll cages is calculated based on the volume per destination rank.[cite: 10]
- Roll Cage Settings: Select from 3 sizes (1100×1100, 1100×800, 850×650), factoring in the installation area and aisle area for each.[cite: 10]
- Quantity Calculation Logic: Conditions are set based on density, such as 1 cage for volumes of 0.5 or more per destination, or 1 cage per 5 destinations for volumes of 0.2 or less.[cite: 10]
4. Inspection/Packing Space and Realizing "Inspection-Less" Operations[cite: 10]
The area of the inspection site for piece-shipped products is calculated based on processing capacity (number of lines).[cite: 10]
- Area Calculation: Calculated as "Number of Lines × Area per Line (6㎡) × Area Multiplier (110%)".[cite: 10]
- Flow of Inspection-Less Operations:[cite: 10]
- Linking shipping data to rack numbers and allocating optimal cartons.[cite: 10]
- Highly accurate operations using handy terminals or digital picking.[cite: 10]
- A system where only sample inspections are performed.[cite: 10]
- Observations: To achieve inspection-less operations, sophisticated information systems and operation management, such as volume management and shipping carton allocation, are essential.[cite: 10]
Sequence of Shipping Operation Space Calculation[cite: 10]
In practical reviews, the scale is finalized by calculating backwards in the following order.[cite: 10]
Shipping Space (Exit) → Shipping Operation Space → Storage Space (Entrance Side)[cite: 10]
Item 1: Calculation of Shipping Operation Space Area[cite: 10]
Because case shipping and piece shipping involve different operational methods, their workspaces differ, as do their calculation methods.[cite: 10] The reason case shipping and piece shipping are separated for calculation is to clearly define this shipping operation space and improve calculation accuracy.[cite: 10] Case shipping involves retrieving by item unit and sorting by destination.[cite: 10] Piece shipping involves retrieving by item unit, storing the items in storage racks such as flow racks or medium-duty racks, and then picking from those stocked racks by destination.[cite: 10]
The shipping operation space also includes the space for shipping inspection and packing.[cite: 10] In Tera Calculation 2, calculations assume that case shipping inspections are performed during sorting, while piece shipping inspections and packing are performed in a prepared inspection and packing area.[cite: 10] If you choose a method where inspections are performed during picking (although not adopted in Tera Calculation 2), an inspection area becomes unnecessary, and the inspection/packing area only needs to be a space for cardboard packing of small-lot or individual shipments that cannot be shipped in standard containers.[cite: 10]
Item 2: Processing of Items Not in Shipping Data[cite: 10]
On the inventory estimation screen, inventory items not present in the shipping data (unshipped item count) were configured, and these inventory items missing from the shipping data are added to the calculations for piece shipping item rank D.[cite: 10] Under Tera Settings, 120% of the item count in the shipping data is calculated as the inventory item count, making the unshipped item count = 918.[cite: 10] Therefore, the piece rack calculation is performed with the shipping data item rank D = 2164 + 918 = 3082.[cite: 10]
This calculation is reflected in the calculation of Item Count = Rack Slot Count.[cite: 10] The primary condition for the rack calculation is that there are storage slots available for the number of items.[cite: 10]
The calculation procedure sets the number of rack slots and the rack slot volume (determined by the number of slots per tier) and checks the rack inventory days.[cite: 10] To increase the rack inventory days, decrease the number of slots per tier (increasing the slot volume); to decrease the rack inventory days, increase the number of slots per tier (decreasing the slot volume) to determine rack specifications and quantities.[cite: 10] If there are many slots per tier, the number of racks decreases; if there are fewer, the number of racks increases.[cite: 10]
The standard for inventory days is 3-5 days for flow racks and 7-14 days for medium-duty racks.[cite: 10] If inventory days are low, the number of racks decreases (requiring less installation area), but the frequency of replenishment to the racks increases, making operations more difficult.[cite: 10]
Item 3: Case Shipping Sorted into Roll Cages (by Destination)[cite: 10]
1. Determine the calculation values for the 3 types of roll cages.[cite: 10]
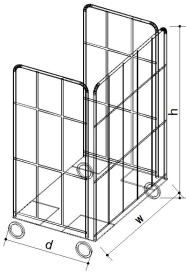
Roll Cage 1100w 1100d 1700h[cite: 10]
Roll Cage Load Volume = (1.1 * 1.1 * 1.4) * Roll Cage Load Factor[cite: 10]
Roll Cage Installation Area = 1.2 * 1.2[cite: 10]
Roll Cage Aisle Area = 1.2 * 1.5[cite: 10]
Roll Cage 1100w 800d 1700h[cite: 10]
Roll Cage Load Volume = (1.1 * 0.8 * 1.4) * Roll Cage Load Factor[cite: 10]
Roll Cage Installation Area = 1.2 * 0.9[cite: 10]
Roll Cage Aisle Area = 1.2 * 1.2[cite: 10]
Roll Cage 850w 650d 1700h[cite: 10]
Roll Cage Load Volume = (0.85 * 0.65 * 1.4) * Roll Cage Load Factor[cite: 10]
Roll Cage Installation Area = 0.95 * 0.75[cite: 10]
Roll Cage Aisle Area = 1.2 * 1.1[cite: 10]
2. Based on the calculations from step 1, calculate the number of roll cages per destination for each destination rank.[cite: 10]
Calculate the volume by rank / number of destinations; if the value is 0.5 or more, set the condition to 1 cage per destination; if 0.4 to 0.5, 1 cage per 2 destinations; if 0.3 to 0.4, 1 cage per 3 destinations; if 0.2 to 0.3, 1 cage per 4 destinations; and if 0.2 or less, 1 cage per 5 destinations, and calculate the number of roll cages to set for sorting.[cite: 10]
3. Divide the calculation from step 2 into 3 batches to calculate the sorting area per batch.[cite: 10]
4. Multiply the calculated value from step 3 by the area multiplier.[cite: 10]
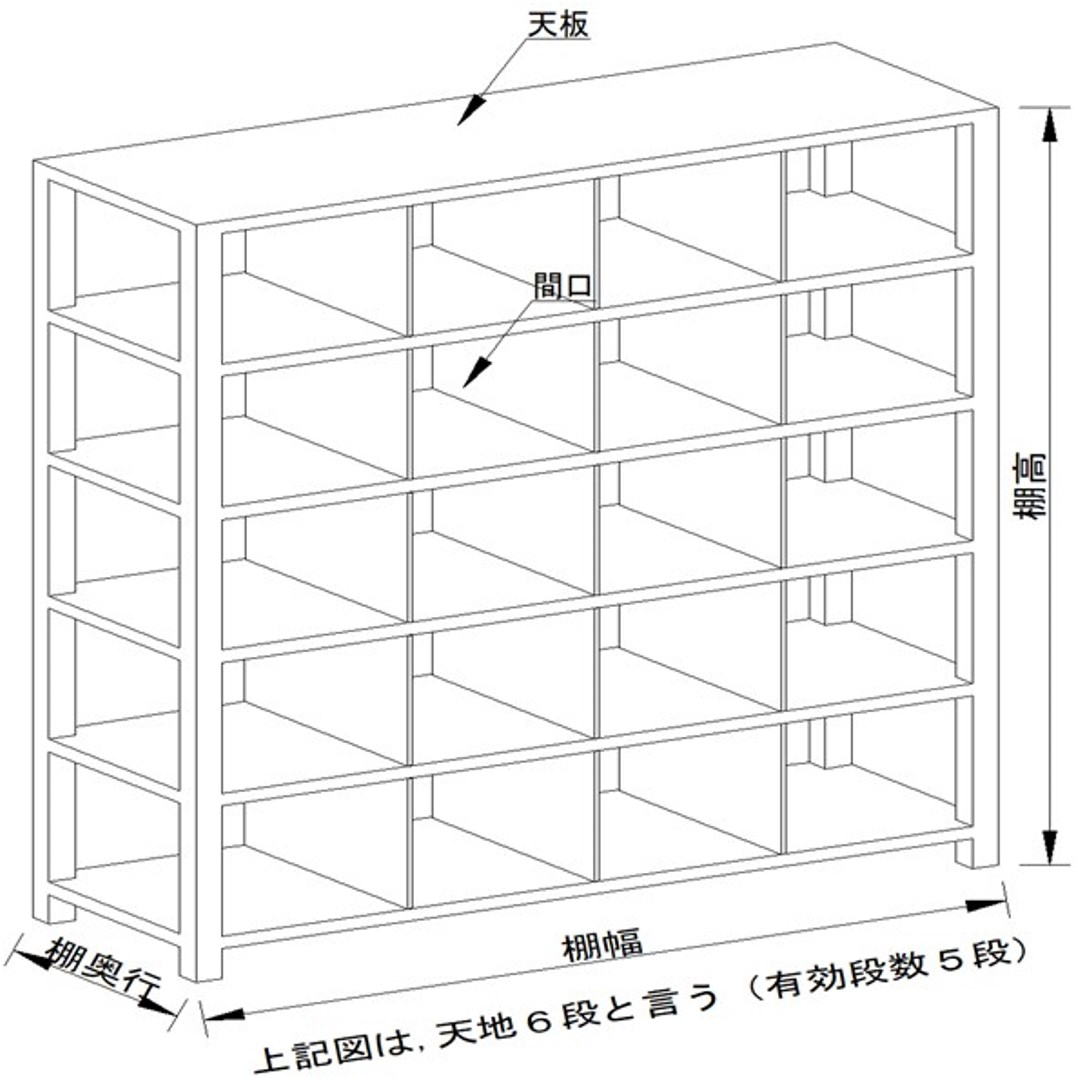
Item 4: Flow Racks[cite: 10]
Piece shipping relies on picking.[cite: 10]
1. Specify flow racks or medium-duty racks based on the destination rank.[cite: 10]
1-1. Specify flow racks for Piece Shipping Rank A1, and configure the flow rack specifications.[cite: 10]
Rack Width = 2400, Rack Depth = 2050, Rack Height = 2114, Number of Tiers = 4, Number of Slots (per tier) = 5[cite: 10]
1-2. 'Calculation of floor area per flow rack[cite: 10]
Area per Rack = Rack Width * Rack Depth / 1000 ^ 2[cite: 10]
Pic Aisle Area per Rack = Rack Width * 800 / 1000 ^ 2[cite: 10]
Replenishment Aisle Area per Rack = Rack Width * 800 / 1000 ^ 2[cite: 10]
Calculated Floor Area per Rack = Area per Rack + Pic Aisle Area per Rack + Replenishment Aisle Area per Rack[cite: 10]
1-3. 'Calculation of slot volume per flow rack[cite: 10]
Effective Rack Width Dimension A = Rack Width - 60[cite: 10]
Effective Slot Width = (Effective Rack Width Dimension - (Number of Slots per Tier) * 20 + 20) / Number of Slots per Tier 'The number of 20mm slot gaps is the number of slots + 1[cite: 10]
Effective Slot Depth = Rack Depth[cite: 10]
Effective Slot Height = (Rack Height - (80 * Number of Tiers + 20)) / Number of Tiers '80 is material thickness, 20 is first-tier loss[cite: 10]
Effective Slot Volume = (Effective Slot Width * Effective Slot Depth * Effective Slot Height) / 1000 ^ 3[cite: 10]
Calculated Slot Volume = Effective Slot Volume * (Rack Slot Volume Fill Rate / 100)[cite: 10]
Calculated Volume per Rack = Calculated Slot Volume * Number of Tiers * Number of Slots per Tier[cite: 10]
1-4. Tera Settings specify flow racks for A1 and A2 ranks.[cite: 10]
Item 5: Medium-Duty Racks[cite: 10]
2-1. Specify medium-duty racks for Piece Shipping Rank B, and configure their specifications.[cite: 10]
2-2. Calculation of floor area per medium-duty rack[cite: 10]
Area per Rack = Rack Width * Rack Depth / 1000 ^ 2[cite: 10]
Pic Aisle Area per Rack = (Rack Width * 600) / 1000 ^ 2[cite: 10]
Calculated Floor Area per Rack = Area per Rack + Pic Aisle Area per Rack[cite: 10]
2-3. 'Calculation of slot volume per rack[cite: 10]
Effective Rack Width Dimension = Rack Width - 60[cite: 10]
Effective Slot Width = Int((Effective Rack Width Dimension - Number of Slots per Tier * 10) / Number of Slots per Tier + 0.5) 'There are (Number of Slots + 1) 10mm gaps[cite: 10]
Effective Slot Depth = Rack Depth[cite: 10]
Effective Slot Height = Int((Rack Height - (130 + Number of Tiers * 40)) / Number of Tiers + 0.5) 'The first tier is included in the 130[cite: 10]
Effective Slot Volume = (Effective Slot Width * Effective Slot Depth * Effective Slot Height) / (1000 ^ 3)[cite: 10]
Calculated Slot Volume = Effective Slot Volume * (Rack Slot Volume Fill Rate / 100)[cite: 10]
Calculated Volume per Rack = Calculated Slot Volume * Number of Tiers * Number of Slots per Tier[cite: 10]
2-4. Tera Settings specify medium-duty racks for B, C, and D ranks.[cite: 10]
Int(*** + 0.5) means rounding the fractional part of the calculated numerical result to the nearest whole number.[cite: 10]
The piece rack summary table displays the calculation process and results based on the formulas above.[cite: 10]
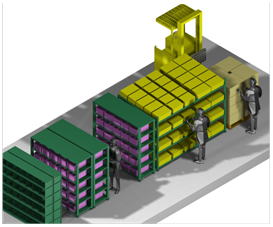
Item 6: Inspection and Packing of Piece Shipping[cite: 10]
All picked piece-shipping products are placed into shipping containers and transported to the inspection/packing area.[cite: 10]
(Case shipping products are already inspected during case sorting).[cite: 10] The area for the inspection/packing site is:
1. Pieces per hour 8,252 = Piece Shipping Piece Count 26,449 / Peak Volume Ratio 31%[cite: 10]
2. Total piece processing time 24,756 = Pieces per hour 8,252 / Inspection time per piece 3 seconds[cite: 10]

3. Number of inspection lines 7 = Total piece processing time 24,756 / 3600 seconds 'to process within an hour[cite: 10]
6. Required Area 45.4 = Number of inspection lines 7 * Area per line 6m2 * Area multiplier 110%[cite: 10]
The area per line (6m2) varies depending on the size of the shipping collapsible container.[cite: 10]
Shipping Space Area Multiplier[cite: 10]
Because there are multiple tasks with differing contents, the area multiplier for the shipping space is set for each individual task.[cite: 10]
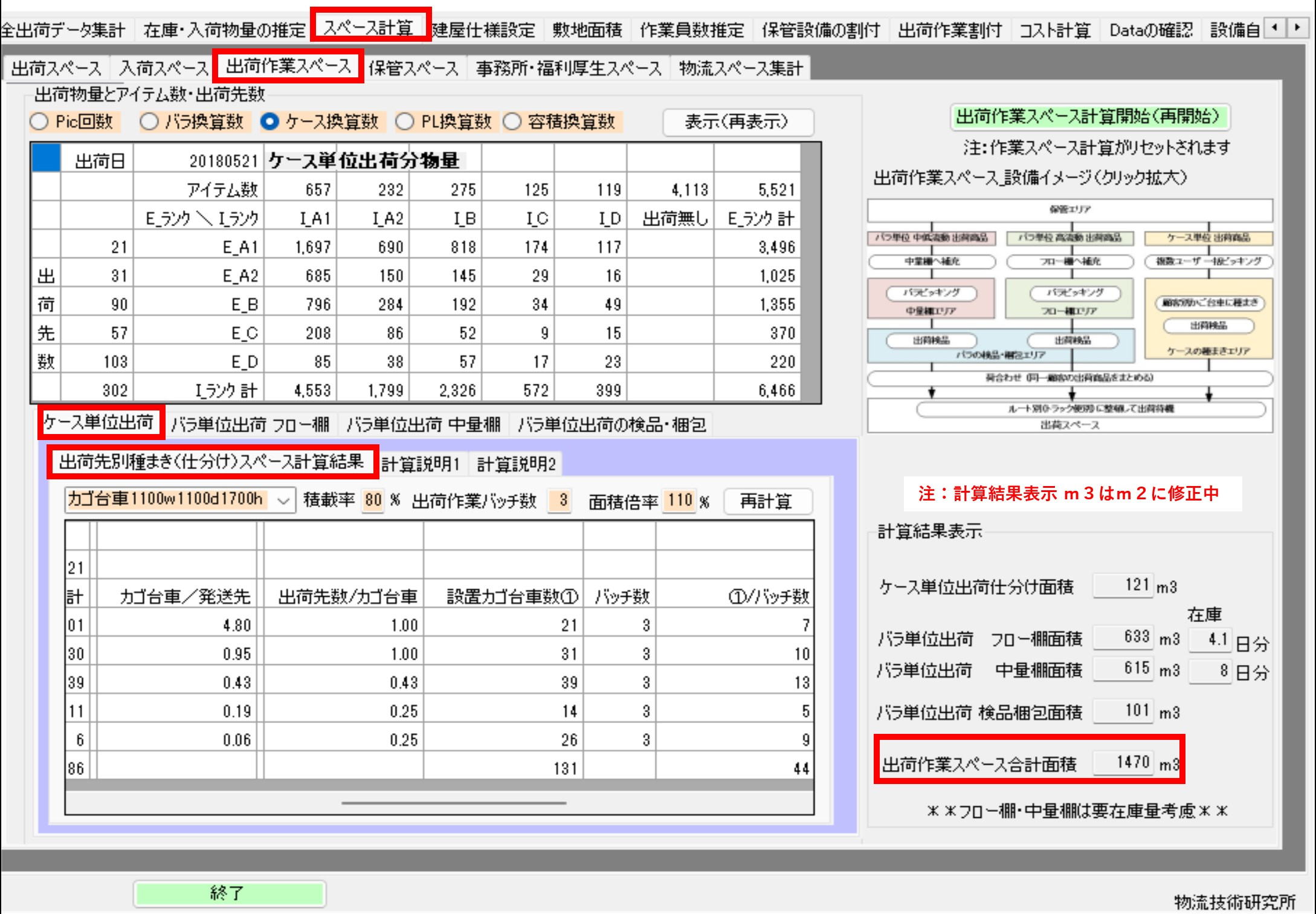
Shipping Operation Space Calculation Result Display[cite: 10]
Although it was mentioned that rack specifications are determined while checking rack inventory days during the piece shipping calculation, the "Inventory" values in this table—3.5 days for flow racks and 12.8 days for medium-duty racks—are the specific rack inventory days focused on.[cite: 10]
The inventory volume in this workspace affects the storage space inventory, as Storage Space Inventory = Total Inventory - Workspace Inventory.[cite: 10]
Item 7: Flowchart for Inspection/Packing Piece Pic[cite: 10]
The Tera Calculation 2 Distribution Center Scale Calculation assumes inspection-less operations.[cite: 10]
The operational flow that realizes inspection-less operations is explained below.[cite: 10]
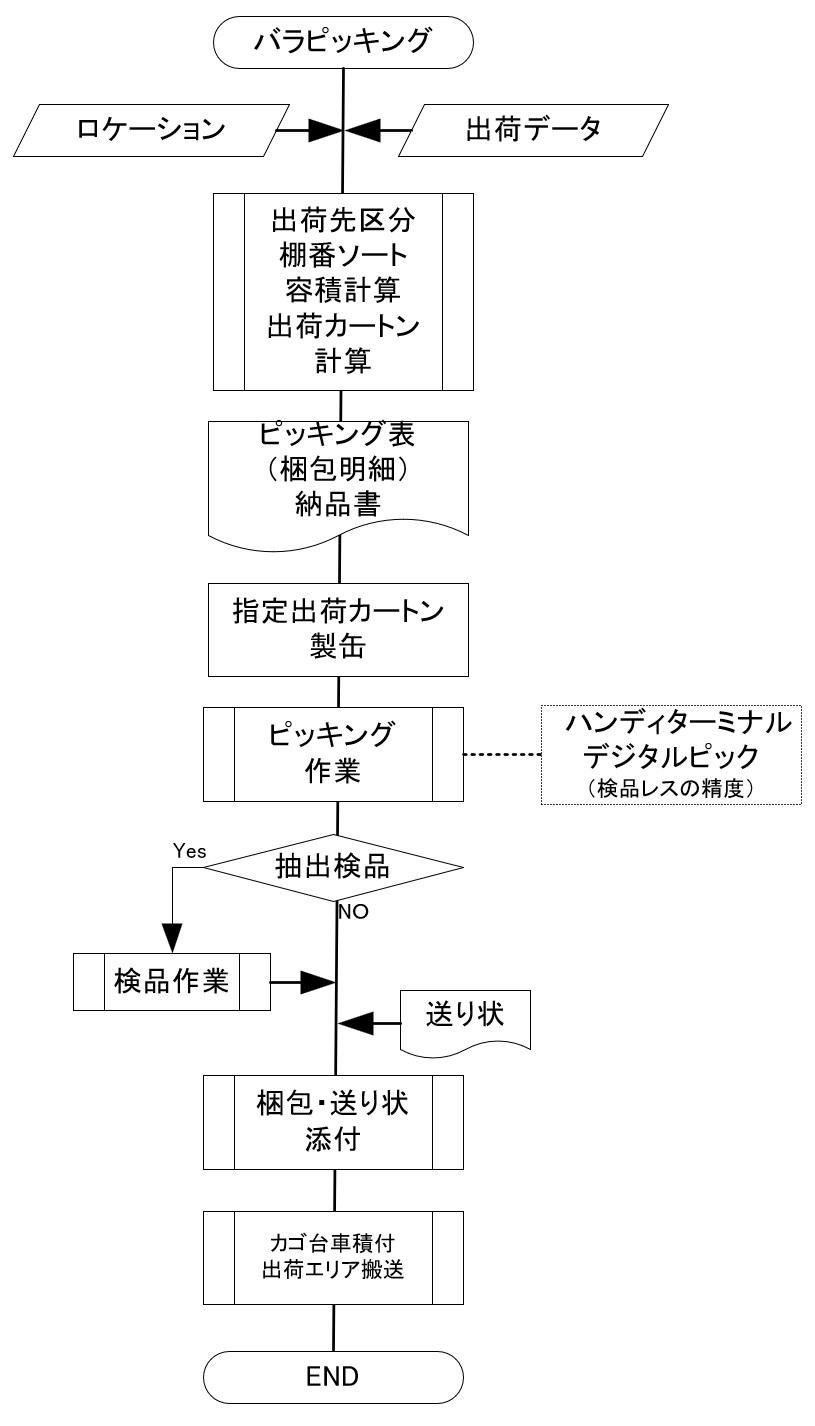
1. Information processing before picking: Link the shipping data "record" with the location management "rack number", aggregate by destination, and sort by rack number.[cite: 10]
Calculate the volume by destination and allocate optimal shipping cartons.[cite: 10]
2. Issue picking list (packing details, not used during picking) and delivery slip.[cite: 10]
3. Assemble the designated shipping carton (from a folded state).[cite: 10]
4. Begin picking operations using a handy terminal or digital picking system.[cite: 10]
(Requires an information system and operational management that guarantee inspection-less accuracy.)[cite: 10]
5. Cartons designated for sample inspection resume from step 6 after shipping inspection.[cite: 10]
6. Scan the code listed on the picking list and issue the invoice/shipping label.[cite: 10]
7. Place the picking list and delivery slip into the shipping carton, seal it, and attach the invoice to the shipping carton.[cite: 10]
(Packing is not necessary for shipping containers.)[cite: 10]
8. Load onto the roll cage designated for the destination.[cite: 10]
9. Repeat 1-8, confirm completion of picking for the designated destination, and transport the roll cage to the shipping area.[cite: 10]
Observations[cite: 10]
To implement inspection-less operations, information processing for volume management and shipping carton allocation, as well as highly sophisticated task (operational) management, are necessary.[cite: 10]
Section 8: Storage Space Calculation[cite: 10]
This document explains the calculation methods for the "Storage Space" in a logistics center and the characteristics of major storage equipment (racks).[cite: 10]
The most important factors in designing storage space are separating inventory based on the "shipping form (case or piece)" and accurately grasping volume through "pallet (PL) conversions."[cite: 10]
1. Logic for Distributing Storage Volume[cite: 10]
Rather than simply allocating the entire inventory straight to the storage space, calculations are performed according to the work processes.[cite: 10]
- Case Shipping Items: Because they are retrieved directly from the storage space, "Total Inventory = Storage Space Inventory."[cite: 10]
- Piece Shipping Items: Because inventory is also held in the shipping operation space (e.g., flow racks), the storage space inventory is calculated as "Total Inventory - Shipping Operation Space Inventory."[cite: 10]
- Piece Rank D Completion: Items with low shipping frequency, such as Rank D, can be managed entirely within the racks of the operation space. The calculation reflects operations where these are not placed in the main storage space (pallet racks) (Example: Out of 3,082 items, 2,847 items are fully handled in the operation racks).[cite: 10]
2. Allocation of Storage Equipment and Legal Constraints[cite: 10]
In Tera Calculation 2, 5 types of storage equipment can be allocated according to the item ranks.[cite: 10]
- Fire Service Act Constraints: When the bottom of the highest tier of the rack exceeds 5,000mm (5m), a "virtual floor" is added for legal application. This imposes restrictions, such as limiting the area requiring a firewall (normally every 1,500㎡) down to 1,300㎡.[cite: 10]
3. Characteristics of Major Storage Equipment[cite: 10]
| Equipment Name[cite: 10] | Characteristics / Calculation Points[cite: 10] |
|---|---|
| Fixed PL Racks[cite: 10] | The most common rack that supports pallets with beams.[cite: 10] All pallets are always accessible (dual racks).[cite: 10] Calculated taking into account clearance from the building (100-200mm) and gaps between loads (100mm).[cite: 10] |
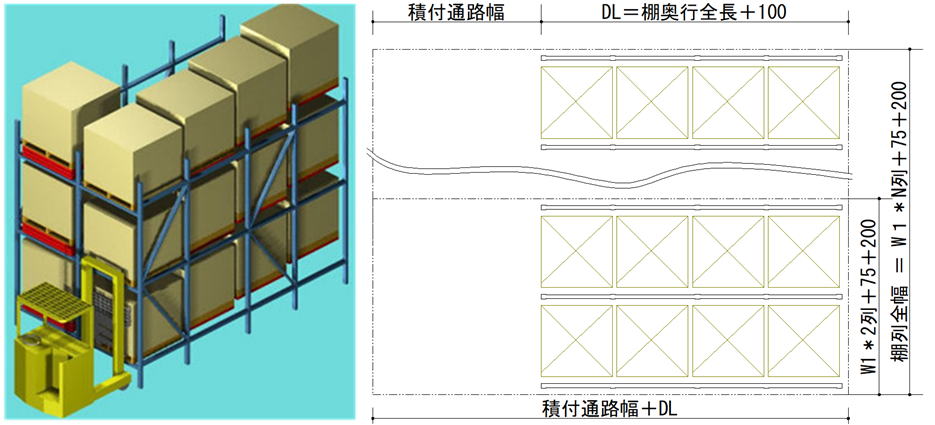
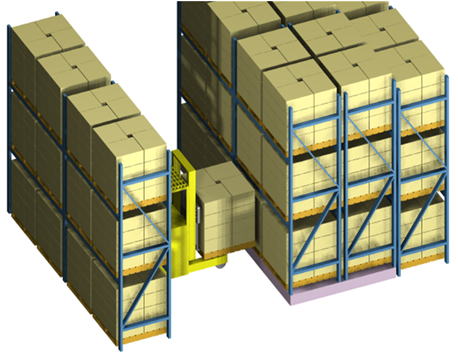
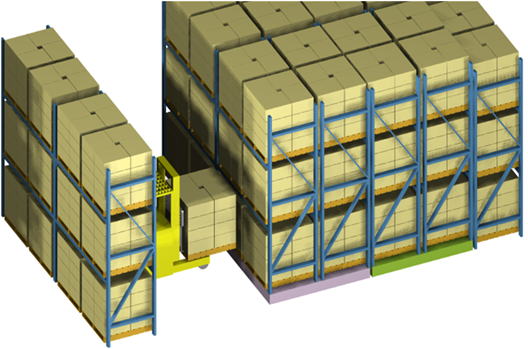
| Electric PL Rack 1[cite: 10] | Equipment that moves fixed racks mounted on electric carriages.[cite: 10] Installation area can be reduced by sharing aisles (single aisling).[cite: 10] The height of the carriage (200-250mm) and the width of the control panel (400mm) are factored into the calculation.[cite: 10] |
| Electric PL Rack 2[cite: 10] | Places 2 electric racks between fixed racks, enabling operation with 1 aisle in an area that normally requires 3 aisles.[cite: 10] |
| Push-back Racks[cite: 10] | High-density storage equipment where pallets are pushed to the back for storage.[cite: 10] |
| PL Automated Warehouse[cite: 10] | Equipment that automatically performs storage and retrieval using cranes, etc.[cite: 10] |
4. "PL Load Quantity" Enhancing Calculation Accuracy[cite: 10]
In calculating storage space, "pallet (PL) conversions" are used rather than simple volume conversions.[cite: 10]
Because accurate storage capacities cannot be calculated using volume alone, the necessary number of pallets reflecting reality is derived using the "PL load quantity per case (stacking module)" set in the shipping data.[cite: 10]
Item 1: Calculation of Storage Space Area[cite: 10]
Case shipping items are retrieved directly from the storage space, so their total inventory constitutes the storage space inventory.[cite: 10] Piece shipping items are replenished from the storage space to the shipping operation space, and picking retrieval is performed from the shipping operation space (flow racks and medium-duty racks).[cite: 10]
A certain volume of piece shipping items is stored in these flow and medium-duty racks.[cite: 10] Therefore, the inventory of piece shipping items in the storage space is: Total piece shipping item inventory - Shipping operation space inventory.[cite: 10]
Calculation for Distributing Storage Space and Shipping Operation Space Volumes[cite: 10]
The "Storage Volume Distribution" tab screen displays the calculation process for determining storage space volume by subtracting the shipping operation space inventory from the total inventory.[cite: 10]
A point to note is the calculation of the number of Piece Shipping Item Rank D products that are completed solely in the shipping operation space racks and are not kept in the storage space racks.[cite: 10]
Total Item Count for Piece Rank D = 2847[cite: 10]
Total Volume for Piece Rank D = 118[cite: 10]
Piece Rack Volume for Piece Rank D = 241[cite: 10]
Piece Rack Volume Ratio = 204%[cite: 10]
Completed Item Count in Piece Racks 2847 = Int(Total Item Count for Piece Rank D * ((Piece Rack Volume Ratio / 100) * 0.6) + 0.5)[cite: 10]
Out of the 3,082 items in Piece Shipping Item Rank D (including unshipped inventory items), 2,847 items are stored in the racks of the shipping operation space and are not kept in the storage space racks.[cite: 10] The Piece Shipping Item Rank D products stored in the storage space racks amount to 235 items.[cite: 10]
Another point to note is that the rack calculations for the shipping operation space use volume conversions, while the racks in the storage space use PL conversions.[cite: 10] Accurate calculations for pallet storage capacity cannot be made using volume conversion.[cite: 10] This is why a PL load quantity (stacking module) per case is configured for each item in the shipping data items.[cite: 10]
Shipping Rank and Storage Equipment Allocation[cite: 10]
The Shipping Rank and Storage Equipment Allocation screen is where storage equipment is assigned to item ranks.[cite: 10]
You can assign 5 types of storage equipment to each rank using combo boxes: Fixed PL Racks, Electric PL Rack 1, Electric PL Rack 2, Push-back Racks, and PL Automated Warehouses.[cite: 10]
Common to all equipment are rules mandated by the Fire Service Act.[cite: 10]
The bottom of the items stored on the highest tier of the racks must be 5,000mm or less.[cite: 10]
When it exceeds 5,000mm, a virtual floor is added. For example, a 200m2 facility becomes a virtual floor of 200m2 (a virtual floor is added for every 5,000mm increment).[cite: 10]
Normally, buildings require a firewall for every 1,500m2, but a building to which a 200m2 virtual floor has been added requires a firewall at a floor area of 1,300m2.[cite: 10]
A virtual floor is a computational floor required for legal application, even if a physical floor does not exist.[cite: 10]
Item 2: Fixed PL Racks[cite: 10]
In all calculations, Tera Calculation utilizes a pallet load dimension of 1100W 1100D 1350H (including a PL height of 150mm).[cite: 10]
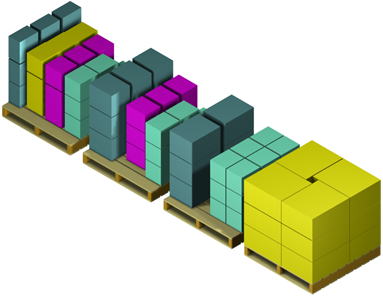
Storage forms are classified as "single-item load" (Single PL) when 1 item is placed on 1 pallet, and "2 mixed load" (2 Mixed PL) when 2 items are placed on 1 pallet.[cite: 10] Mixed loads are distinguished by indicating the number of mixed items at the beginning of the designation.[cite: 10]
Products on pallets are managed by stacking identical products vertically (called column stacking) so they do not mix with other products.[cite: 10] For this reason, mixed PLs have lower storage efficiency than single loads.[cite: 10] Fixed PL racks are introduced in most distribution centers, and because pallets are supported by beams, providing cargo aisles between the racks (called dual racks) ensures that cargo on any pallet can always be handled.[cite: 10]
Unlike block stacking, products are not placed directly on top of other products, preventing damage. Furthermore, because products on pallets are arranged orderly, location management (a system connecting products to rack addresses for easy and accurate receiving/shipping) is straightforward.[cite: 10]
Racks are anchored to the floor at a distance of 100-200mm from the building (varying depending on height and building interactions). This clearance is maintained to prevent cargo and equipment from contacting the building during handling, and to prevent the racks from hitting the building during an earthquake.[cite: 10]
The clearance (gaps) between stored loads is 100mm for rack pillars, horizontal beams, and pallet loads alike.[cite: 10]
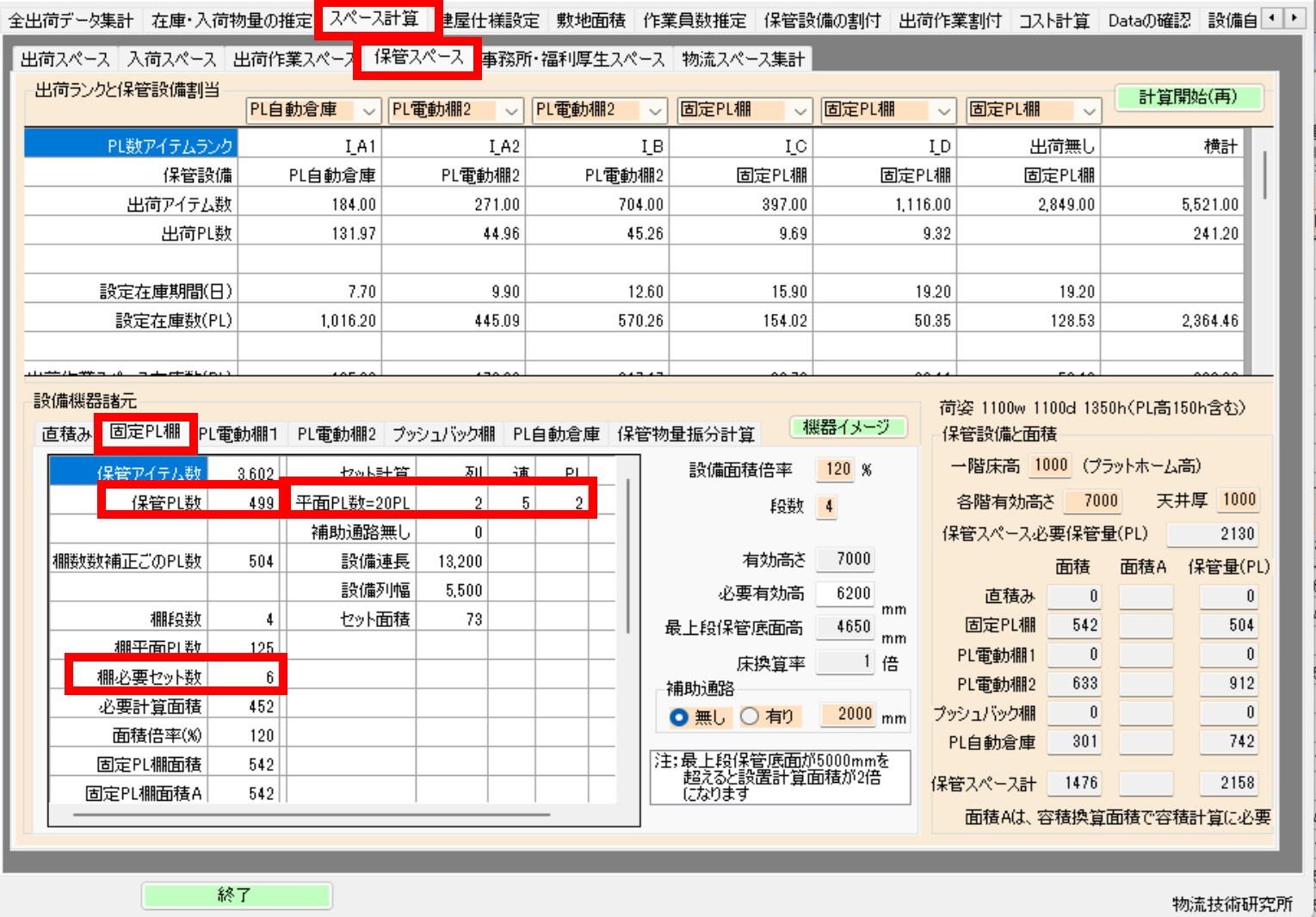
1. Using rack installation section A and auxiliary rack aisle B as calculation units: A section consisting of 2 rows * 5 bays * 3 tiers * 2 PLs = 60 PLs requires 13.1m * 5m = 65.5m2 for storage. When addition is selected, the B section aisle area of 5m * 2m = 10m2 is added to the calculation.[cite: 10]
However, because it consists of 1 rack with 2 PLs * 3 tiers, the calculation must be an integer multiple of 6 PLs; for instance, if 130 PLs are needed, it is calculated as 132 PLs.[cite: 10]
As an example, when storage for 132 PLs is required, 132 PLs / 6 PLs = 22 racks. Since section A comprises 10 racks, an installation area of 2.2 times is required: 65.5m2 * 2.2 = 67.7m2.[cite: 10]
The auxiliary rack aisle requires 2.2 times * 10m2 = 22m2.[cite: 10]
Push-back Racks[cite: 10]
Item 3: Electric PL Rack 1[cite: 10]
Electric PL carriages are equipment with many installation examples.[cite: 10]
Electric PL racks place fixed PL racks onto electric carriages. By moving the carriage racks, cargo aisles (2 aisles) are shared; by reducing the number of aisles (to 1 aisle), the rack installation area is minimized.[cite: 10]
When electric racks were initially commercialized, it was necessary to embed track rails into the floor, but recently, railless models have become common.[cite: 10]
Because railless electric racks do not require floor construction, this factor has led to an increase in their installation examples.[cite: 10]
The calculation method is the same as for fixed PL racks.[cite: 10]
A point of caution is that because the electric carriage height is 200-250mm, the vertical dimensions of PL racks on electric carriages are elevated by 200-250mm compared to fixed PL racks.[cite: 10] A 400mm control panel is attached to one side in the bay direction of the electric carriage, making the bay direction equal to the fixed PL rack dimension + 400mm.[cite: 10]
Since racks bearing heavy loads move and the weight becomes concentrated unevenly, attention to floor strength is required.[cite: 10]
Item 4: Electric PL Rack 2[cite: 10]
Electric PL Rack 2 places 2 electric PL racks between fixed PL racks, making it possible to handle cargo with 1 aisle in a space that normally requires 3 aisles.[cite: 10]
PL Automated Warehouse[cite: 10]
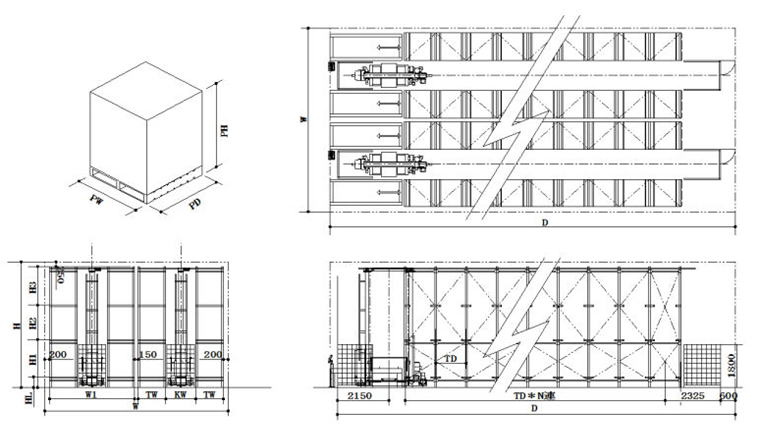
Photo description[cite: 10]
Other Equipment[cite: 10]
Area ratio of each storage equipment[cite: 10]
Space area multiplier[cite: 10]
Section 9: Office and Welfare Space[cite: 10]
To calculate the office and welfare space, a personnel calculation for the distribution center is necessary.[cite: 10]
Because the personnel calculation software is incomplete, Tera Calculation 2 uses temporary area values under Tera Settings.[cite: 10]
There are plans to incorporate personnel calculation software in the future.[cite: 10]
Section 10: Logistics Space Aggregation[cite: 10]
This document explains the process of "Logistics Space Aggregation"—the final stage of distribution center design—which involves consolidating the area of each zone and making adjustments to suit actual operations.[cite: 10]
By considering space sharing and associated equipment areas rather than just simply summing up the areas of each section, more realistic and efficient base figures for the building are derived.[cite: 10]
1. Consolidation and Adjustment of Total Logistics Space[cite: 10]
The targets for aggregation are the following 5 areas.[cite: 10]
- Receiving/Shipping Space[cite: 10]
- Shipping Operation Space[cite: 10]
- Storage Space[cite: 10]
- Office/Welfare Space[cite: 10]
After individually aggregating these, the overlap of work across different time slots is considered, and area reduction through space "sharing" is examined.[cite: 10]
2. Optimization through Space Sharing[cite: 10]
By utilizing an area for another purpose during times when its primary task is not occurring, the total area can be minimized.[cite: 10]
- Sharing Receiving Space: Normally, receiving is concentrated in the morning.[cite: 10] If the shipping space can be 100% repurposed for receiving tasks, the load on a dedicated receiving space can be significantly reduced.[cite: 10]
- Sharing Case Sorting Space: Case sorting is anticipated to occur continuously with retrieval from the storage space.[cite: 10] By sharing the empty shipping space prior to sorting, infrequently used main aisles, or cargo aisles within the storage space, the area can be utilized effectively without sacrificing efficiency.[cite: 10]
3. Additional Required Space[cite: 10]
Areas that are not included in individual aggregations but are essential for operations are added to the calculation.[cite: 10]
- Material/Subsidiary Material Storage: This is the storage location for items like cardboard, packing tape, and ledgers.[cite: 10] Under Tera Settings, an area equivalent to 2% of the number of pallets in the storage space is secured (e.g., 20 PLs for 1,000 PLs).[cite: 10]
- Main Aisles: These are transport aisles required when the receiving, storage, and operation areas are not adjacent.[cite: 10] As a guideline, an addition of about 50% of the previously calculated area might be necessary.[cite: 10]
4. Items Not Included in Aggregation but Requiring Consideration[cite: 10]
In practice, the following items must also be verified in consideration of legal regulations and the surrounding environment.[cite: 10]
- Disposal/Washing Areas: Waste cardboard processing areas, pallet container washing areas.[cite: 10]
- Sanitation/Guidance Facilities: Verification of restrooms, washrooms, and evacuation routes.[cite: 10]
- Legal/Environmental Considerations: Compliance with the Building Standards Act and Fire Service Act, neighborhood coordination, green space restrictions, and securing parking lots/bicycle parking.[cite: 10]
Utilization of Logistics Space Aggregation[cite: 10]
The final aggregated values calculated in this step are utilized as the base figures for "Building Specifications Settings."[cite: 10]
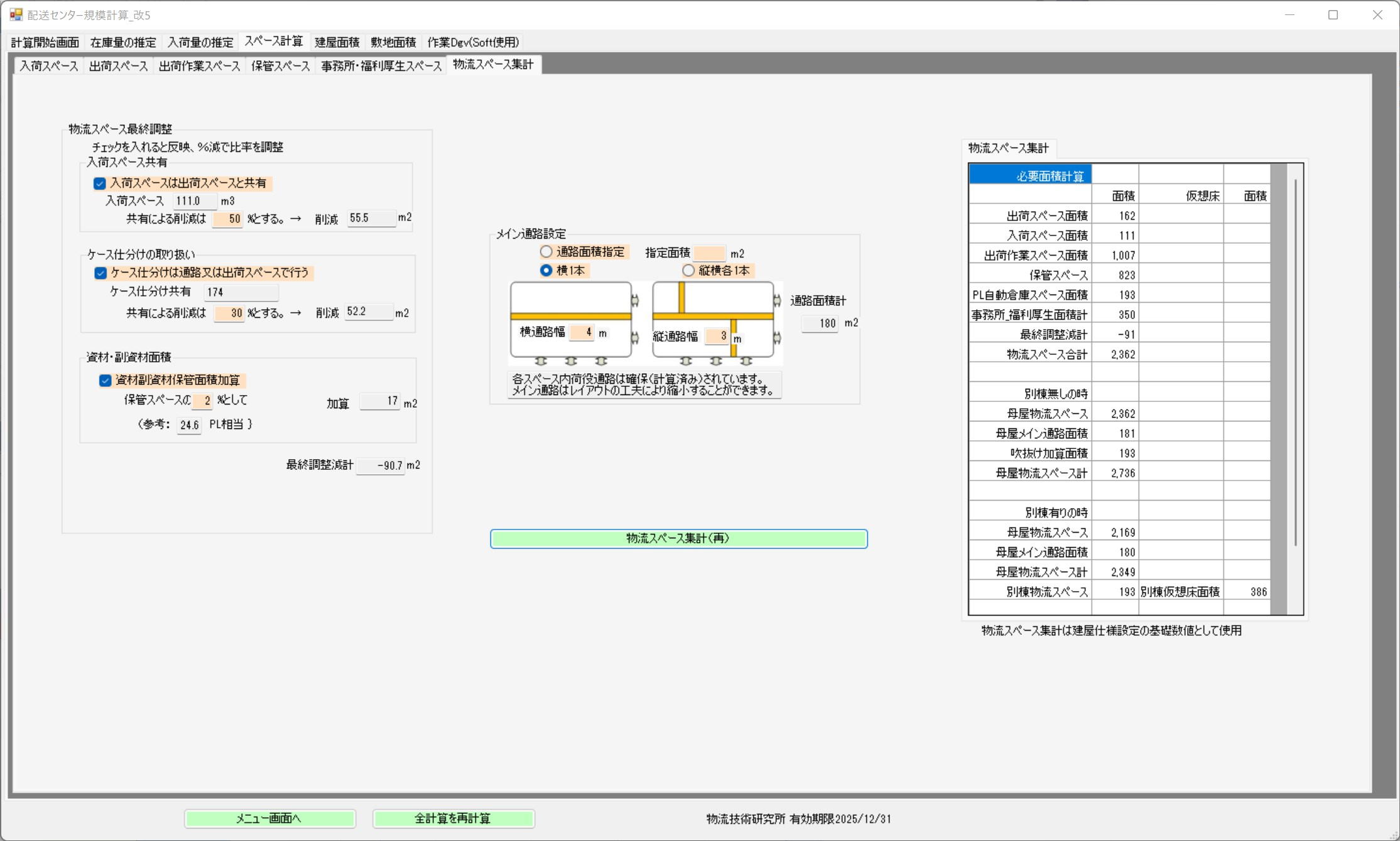
Item 1: Total Logistics Space Area and Area Adjustment[cite: 10]
The logistics space area aggregates the shipping space area, receiving space area, shipping operation space area, storage space, and office/welfare area separately.[cite: 10]
These areas can be shared during non-working hours or through operational ingenuity.[cite: 10] Spaces where sharing can reduce the logistics space area include receiving and case sorting.[cite: 10] Furthermore, spaces that must be added to the above calculation include the material/subsidiary material storage and the main aisles.[cite: 10]
Item 2: Receiving Space Sharing[cite: 10]
Normally, receiving volume is concentrated in the morning before shipping.[cite: 10] If the shipping space can be used 100% as the receiving space for the 60% of receiving volume that arrives in the morning, the load on the receiving space would be reduced by 60%.[cite: 10] Since there are other calculation factors in area calculation, it cannot simply be cut by 60%, but it is certain that it will decrease.[cite: 10] Although it is not incorporated into the space calculation in Tera Settings, please consider it.[cite: 10]
Item 3: Case Sorting Sharing[cite: 10]
As a work operation, case sorting is anticipated to occur continuously following retrieval from the storage space.[cite: 10] There is a high volume of case shipments, and the shipping space is empty prior to sorting; some main aisles are used infrequently; there are infrequently used cargo aisles in parts of the storage space; and if it's on the route from storage to the shipping space, working efficiency does not drop even if the sorting space is dispersed.[cite: 10] There are factors enabling the sharing of sorting space with other spaces.[cite: 10] Although it is not incorporated into the space calculation in Tera Settings, please consider it.[cite: 10]
Item 4: Material/Subsidiary Material Area[cite: 10]
This covers shipping cardboard, packing tape, unused shipping labels, and various ledgers.[cite: 10] Because the storage ratio for shipping cardboard is large, the volume of shipped cardboard (used for piece shipping) becomes the factor determining the area.[cite: 10] Under Tera Settings, if 1,000 PLs of products are stored in the storage space, it is calculated as 20 PLs (Storage Space PL count * 2%).[cite: 10]
Item 5: Main Aisle Setting[cite: 10]
When the receiving space and storage space are not adjacent, or when the storage space and shipping operation space are not adjacent, transport aisles become necessary.[cite: 10] While Tera Settings calculate the lateral dimension of the distribution center as 4m, a general guideline is to consider it as 50% of the aforementioned calculation.[cite: 10]
Item 5: Logistics Space Aggregation[cite: 10]
The final logistics space adjustment and the logistics space aggregation that includes main aisles are used as base figures for setting building specifications.[cite: 10]
Item 6: Comparison of Shipping Day Volume and Distribution Center Scale[cite: 10]
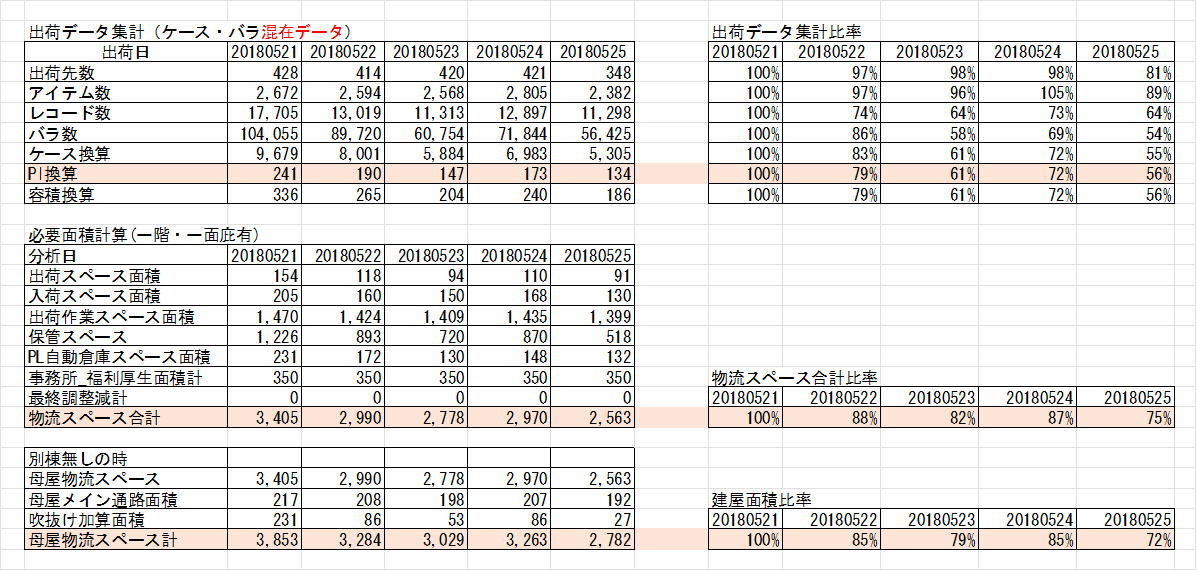
Photo description[cite: 10]
Item 7: Areas and Considerations Not Included in Tera Calculation 2[cite: 10]
- Waste cardboard processing area, temporary storage area[cite: 10]
- Pallet container washing area[cite: 10]
- Management offices for each space[cite: 10]
- Restrooms/Washrooms[cite: 10]
- Verification of evacuation guidance pathways[cite: 10]
- Consideration for other departments occupying the building[cite: 10]
- Presence or absence of storage for company ledgers required by law to be kept for a certain period[cite: 10]
- Legal considerations for building exterior walls, firewalls, and pillars[cite: 10]
- Considerations for laws such as the Building Standards Act and Fire Service Act (applications vary by location)[cite: 10]
- Interactions with roads in the building/site, security/crime prevention, parking/bicycle parking, green space height restrictions, neighborhood coordination[cite: 10]